30 лет мы внедряли в России Ansys. А потом он ушёл — и пришлось садиться писать собственный CAE для аддитивной печати
Zhurakhovskii 1 час назад 30 лет мы внедряли в России Ansys. А потом он ушёл — и пришлось садиться писать собственный CAE для аддитивной печати Средний 7 мин 2.8K Промышленное программирование * Инженерные системы *...
<5 — 2026'da uzaya kaç SpaceX Starship fırlatması ulaşacak?
В сфере искусственного интеллекта произошло заметное событие. Zhurakhovskii 1 час назад 30 лет мы внедряли в России Ansys. А потом он ушёл — и пришлось садиться писать собственный CAE для аддитивной печати Средний 7 мин 2. 8K Промышленное программирование * Инженерные системы * Научно-популярное Софт IT-компании Мнение Если коротко — речь про софт, который моделирует, что произойдёт с титановой лопаткой, пока её печатает SLM‑принтер.
И почему до 2022 года эту задачу в авиастроении в России решали в Ansys Additive (реже — в Simufact Additive), а теперь приходится решать чем‑то ещё. В этом «чем‑то ещё» мы копаемся последние несколько лет. Ниже — про текущее состояние: что работает, что мы пока не умеем, и почему 3D‑печать металла в авиации — это, мягко говоря, не «нажал кнопку — получил деталь».
Технические детали
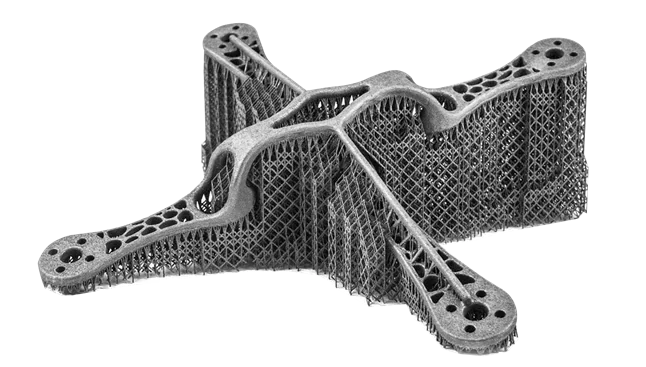
Что печатают в авиации и зачемТопологически оптимизированный кронштейн после SLM‑печати — ещё с технологическими поддержками. Такие изделия заменяют сборки из десятка фрезерованных деталей на болтахКогда говорят про аддитивные технологии в самолётостроении, как правило, имеют в виду две категории изделий: либо красивые рендеры «топологически оптимизированных» кронштейнов, либо реальные детали — лопатки направляющих аппаратов, форсунки, теплообменники сложной формы, элементы силового набора. Технология та же — селективное лазерное плавление металлического порошка (SLM, Selective Laser Melting): по тонкому слою порошка лазер сплавляет нужные участки, плита опускается, насыпается следующий слой, и так десятки часов подряд.
Зачем это в авиации: геометрии, которые литьём и фрезеровкой не получить — внутренние каналы, тонкие стенки, переменные сечения;снижение массы за счёт замены сборки одной деталью и топологической оптимизации;восстановление дорогих деталей (наплавка зон износа лопаток);сокращение количества компонентов в сборке — там, где было двадцать кронштейнов на болтах, появляется одна деталь. Звучит как презентация на конференции. Презентация заканчивается, когда вы первый раз запускаете большую титановую деталь на принтере с рабочим объёмом порядка 400×400×400 и получаете на выходе кусок металла, который слегка «повело», а в одном месте подложку оторвало от плиты — вместе с кусочком самой плиты.
Почему просто «напечатать» не получаетсяВнутри принтера происходит, по сути, многократная локальная сварка: лазер расплавляет порошок, металл застывает, следующий слой нагревает предыдущий, и так далее. Каждый слой — это термоцикл, в котором накапливаются:Остаточные напряжения. Не видны, но растут по мере роста детали.
Деталь искажается относительно CAD‑модели — где‑то на десятые миллиметра, где‑то на единицы.
Этот прогресс даёт важные сигналы о будущем отрасли, и технологический мир внимательно наблюдает.




